[1]Un sensor es un dispositivo capaz de detectar diferentes tipos de materiales, con el objetivo de mandar una señal y permitir que continué un proceso, o bien detectar un cambio; dependiendo del caso que éste sea. Es un dispositivo que a partir de la energía del medio, proporciona una señal de salida que es función de la magnitud que se pretende medir.
Un transductor es el dispositivo que transforma una magnitud física (mecánica, térmica, magnética, eléctrica, óptica, etc.) en otra magnitud, normalmente eléctrica. Un sensor es un transductor que se utiliza para medir una variable física de interés. Algunos de los sensores y transductores utilizados con más frecuencia son los calibradores de tensión (utilizados para medir la fuerza y la presión), los termopares (temperaturas), los velocímetros (velocidad).
Cualquier sensor o transductor necesita estar calibrado para ser útil como
dispositivos de medida. La calibración es el procedimiento mediante el cual se
establece la relación entre la variable medida y la señal de salida convertida.
Los transductores y los sensores pueden clasificarse en dos tipos básicos,
dependiendo de la forma de la señal convertida. Los dos tipos son:
Transductores analógicos.
Transductores digitales
Los transductores analógicos proporcionan una señal analógica continua, por
ejemplo voltaje o corriente eléctrica. Esta señal puede ser tomada como el
valor de la variable física que se mide.
Los transductores digitales producen una señal de salida digital, en la forma de
un conjunto de bits de estado en paralelo o formando una serie de pulsaciones
que pueden ser contadas. En una u otra forma, las señales digitales
representan el valor de la variable medida.
Instrumentación de campo
[2]Son dispositivos de campo para medición y registro de variables de procesos tales como Temperatura puntual y Temperatura Promedio las cuales podrán ser utilizadas en diversasaplicaciones y podrán formar parte de la automatización de las operaciones en una planta.
1. Instrumentos de medida de presión
[3]Un manómetro es un instrumento que utiliza una columna de líquido para mesurar la presión, aunque actualmente el término manómetro a menudo se usa para designar cualquier instrumento de medida que sirva para mesurar la presión.
Sensores mecánicos
[4]Los sensores mecánicos son utilizados para medir el esfuerzo o la deformación, esto permite verificar si el componente está sujeto o no a niveles de carga segura. Los valores de esfuerzo se pueden determinar a partir de mediciones de deformación con principios básicos de mecánica sólida.
Es posible obtener otras cantidades físicas indirectamente mediante las mediciones de esfuerzo y deformación, a continuación se menciona algunas:
- Fuerza: Al realizar una medición de deformación en un elemento de flexión. - Presión: Al realizar una medición de deformación en un diafragma flexible. - Temperatura: Corresponde a la medición de la expansión térmica de un material.
Sensores electromecánicos
[5] Un sensor eléctrico es un dispositivo que transforma una cantidad física (temperatura, posición, intensidad de la luz, etc.) en una cantidad eléctrica (a menudo un voltaje) que luego puede integrarse en una cadena de procesamiento de señales.
Un sensor, también llamado detector, transductor o sonda, convierte los parámetros que no son eléctricos en información que se puede evaluar eléctricamente mediante tensiones y/o intensidades.
El sensor registra las cantidades físicas y las convierte con convertidores de algún tipo según la magnitud y que veremos más adelante, en un voltaje eléctrico, que el sensor establece en una relación fija con la cantidad recogida de entrada.
La curva de calibración del sensor es la curva que da la evolución de la cantidad eléctrica característica del sensor en función de la cantidad física a la que es sensible el sensor.
2. Instrumentos de medida de caudal
Caudalímetros
[6]Un caudalímetro, medidor de caudal, medidor de flujo o flujómetro es un instrumento de medición para la medición de caudal o gasto volumétrico de un fluido o para la medición del gasto másico. Estos aparatos suelen colocarse en línea con la tubería que transporta el fluido.
Existen versiones mecánicas y eléctricas. Un ejemplo de caudalímetro eléctrico lo podemos encontrar en los calentadores de agua de paso que lo utilizan para determinar el caudal que está circulando o en las lavadoras para llenar su tanque a diferentes niveles.
Medidores de caudal electromagnéticos
[7] Los medidores de flujo electromagnéticos son medidores de flujo volumétrico que funcionan en base al principio de la Ley de inducción electromagnética de Faraday. Miden la velocidad del flujo cuando el líquido pasa por el medidor durante un plazo determinado. Los medidores electromagnéticos no son intrusivos y su diseño de tubo de flujo totalmente abierto facilita un flujo desinhibido y reduce la necesidad de mantenimiento gracias a que no tiene partes móviles que puedan desgastarse.
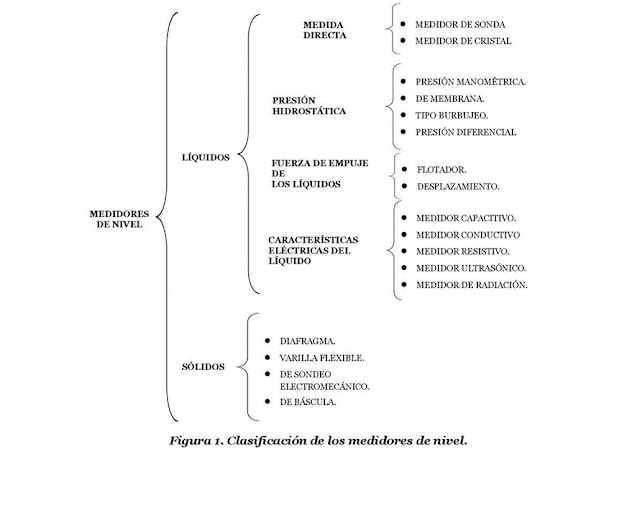
3. Instrumentos de medida de nivel
Los sensores de medición de nivel son parte integral del control de proceso en muchas industrias y caen en dos tipos principales. Los sensores de medición de nivel puntuales se usan para marcar una sola altura de líquido separada: una condición de nivel preestablecida. En general, este tipo de sensor funciona con una alarma alta, y señala una condición de desbordamiento, o un marcador para una condición de alarma baja. Los sensores de nivel continuos son más sofisticados y pueden proporcionar monitoreo de nivel para todo un sistema.
DISPOSITIVO DE UN SISTEMA AUTOMATIZADOS DE CONTROL
Componentes de un sistema automático
[1]La automatización es un sistema donde se trasfieren tareas de producción, realizadas
habitualmente por operadores humanos a un conjunto de elementos tecnológicos.
Un sistema automatizado consta de dos partes principales:
La Parte Operativaes la parte que actúa directamente sobre la máquina. Son los elementos que hacen que la máquina se mueva y realice la operación deseada. Los elementos que forman la parte operativa son los accionadores de las máquinas como motores, cilindros, compresores ..y los captadores como fotodiodos, finales de carrera ...
La Parte de Mando suele ser un autómata programable (tecnología programada), aunque hasta hace bien poco se utilizaban relés electromagnéticos, tarjetas electrónicas o módulos lógicos neumáticos (tecnología cableada) . En un sistema de fabricación automatizado el autómata programable esta en el centro del sistema. Este debe ser capaz de comunicarse con todos los constituyentes de sistema automatizado.
Sistema automatizadosEn un proceso productivo no siempre se justifica la implementación de sistemas de automatización, pero existen ciertas señales indicadoras que justifican y hacen necesario la implementación de estos sistemas.
Elementos de comunicación de un sistema automático
Pupitre de mando y control: Es el interfaz que permite la comunicación entre el sistema y el operario,este pupitre permite controlar multitud de componentes y equipos, desde el mismo panel gracias a la facilidad de control con selectores, pulsadores, visores, setas de emergencia, alarmas, señales luminosas... Está destinado para su uso en zonas con riesgos de explosión de industrias como Oil & gas e industrias petroquímicas. Se basa en la colocación de varios componentes diseñados a medida según las necesidades del proyecto, consiguiendo de este modo un pupitre de gran comodidad de visualización y control.
Red de Alimentación: La Red de alimentación se conecta al sistema mediante la manguera de alimentación. Aunque se pueden emplear varias fuentes de ener- gía para el funcionamiento del sistema automático, generalmente se emplea la electricidad y en casos concretos sistemas hidráulicos o neumáticos.
Armario Eléctrico: Contiene los aparatos eléctricos de potencia y maniobra. Es el corazón del sistema. El armario eléctrico trabaja como envolvente protectora para dichos aparatos, dentro de un mismo armario no deberá encontrarse elementos eléctricos de diferentes equipos.
Cableado: Son aquellos que se implementan por medio de uniones físicas entre los que forman el sistema de control. Para conducir las señales y conectar los distintos dispositivos es necesa- rio el empleo de conductores eléctricos.
SENSORES, ACONDICIONADORES DE SEÑAL, ACTUADORES Y PRE - ACTUADORES
Sensores
[2]Un sensor es un dispositivo que está capacitado para detectar acciones o estímulos externos y responder en consecuencia. Estos aparatos pueden transformar las magnitudes físicas o químicas en magnitudes eléctricas.
Un sensor en la industria es un objeto capaz de variar una propiedad ante magnitudes físicas o químicas, llamadas variables de instrumentación, y transformarlas con un transductor en variables eléctricas. Las variables de instrumentación pueden ser por ejemplo: intensidad lumínica, temperatura, distancia, aceleración, inclinación, presión, desplazamiento, fuerza, torsión, humedad, movimiento, pH, etc. Una magnitud eléctrica puede ser una resistencia eléctrica (como en una RTD), una capacidad eléctrica (como en un sensor de humedad), una tensión eléctrica (como en un termopar), una corriente eléctrica , etc.
Acondicionador de señal
[3]El acondicionamiento de señal es un proceso de adquisición de datos que se lleva a cabo mediante un instrumento llamado acondicionador de señal. Ese instrumento convierte un tipo de señal eléctrica o mecánica (señal de entrada) en otro (señal de salida). El objetivo consiste en amplificar la señal y convertirla a otro formato fácil de leer y compatible con fines de adquisición de datos o de control de una máquina.
Actuadores
[4] Los actuadores son los dispositivos que permiten al sistema de control ‘actuar’ sobre el ‘mundo real’ para realizar las acciones deseadas, existen multitud de sistemas actuadores aunque el mando y control de los mismos es más fácil, en general, que el manejo de sensores.
Los actuadores lineales generan una fuerza en línea recta, tal como haría un pistón. Los
actuadores rotatorios generan una fuerza rotatoria, como lo haría un motor eléctrico. En
este artículo nos concentraremos en los actuadores rotatorios. En la próxima actualización
tocaremos el tema de los actuadores lineales.
Como ya se mencionó, hay tres tipos de actuadores:
Neumáticos
Eléctricos
Hidráulicos
Funcionamiento
Es importante comprender el funcionamiento de los actuadores para su correcta
aplicación.
Pre-actuadores
Un sistema de control obtiene como salida una señal eléctrica, la cual ha de activar un actuador. El preactuador es el elemento que hace de interfaz, tomando como entrada la señal eléctrica y procediendo en el actuador. Los más usuales son:
Electroválvulas. Son los preactuadores de los cilindros y actuadores de giro neumáticos e hidráulicos.
Relés y contactores. Se emplean para conectar y desconectar actuadores eléctricos como resistencias calefactoras o motores.
Tipos de controles de proceso
[5]Control de lazo abierto
Son aquellos en los que la señal de salida no afecta al funcionamiento del sistema total. Por ejemplo: un horno de microondas que carece de sensor de temperatura de los alimentos (es el que permite calcular automáticamente el tiempo y el nivel de cocción) al cocinar, el artefacto emitirá las microondas a lo largo del tiempo fijado al iniciarse el proceso de cocción, sin tener en cuenta si el alimento está totalmente cocido o no.
SEÑAL DE MANDO: indicación que da una persona haciendo que funcione el sistema
UNIDAD DE CONTROL: tiene un componente principal, llamado transductor, capaz de traducir o interpretar la señal de mando establecer el valor de la señal de referencia (entrada)
ENTRADA: señal producida por el transductor, que es interpretada por el sistema y lo hace funcionar
UNIDAD OPERATIVA O DINÁMICA: es la parte del sistema que lleva a cabo el progreso
SALIDA: es un resultado del funcionamiento del sistema, puede tratarse de información o un producto terminado
REGULADOR-CONTROLADOR: dispositivo encargado de controlar el estado de carga de las baterías así como regular la intensidad de carga.
Control de lazo cerrado
Son aquellos en los que se produce un proceso de re alimentación, es decir que es capaz de modificar la señal de entrada en función de la señal de salida la toma de decisiones no depende solo de la entrada sino también de la salida.
Procesos industriales
[6] Proceso por lote Son aquellos que aceleran el volumen de producción con la ayuda de plantillas o modelos. En muchos sectores de la economía, este tipo de procesos han suplido a otros de carácter artesanal.
Proceso de flujo continuo En este caso, las empresas realizan cientos de miles de productos idénticos. Lo que les diferencia de otros es que la línea de producción nunca cesa; es decir, está en funcionamiento las 24 horas del día y los 7 días de la semana.
Proceso por trabajo La modalidad consiste en centrar todos los esfuerzos productivos en la elaboración de un producto cada vez. Por ejemplo, en función de un pedido específico o de una temporada concreta.
Transmisores
[7] El transmisor es un instrumento que capta la variable en proceso y la transmite a distancia a un instrumento indicador o controlador. Es un equipo que emite una señal, código o mensaje a través de un medio. Para lograr una sesión de comunicación se requiere: un transmisor, un medio y un receptor.
Transmisores eléctrico: Generalmente utilizan el equilibrio de fuerzas, el desequilibrio da lugar a una variación de posición relativa, excitando un transductor de desplazamiento tal como un detector de inductancia o un transformador diferencial. Un circuito oscilador asociado con cualquiera de estos detectores alimenta una unidad magnética y es así como se complementa un circuito de realimentación variando la corriente de salida en forma proporcional al intervalo de al variable en proceso.
Transmisores inteligente. Son aquellos instrumentos capaces de realizar funciones adicionales a la de la transmisión de la señal del proceso gracias a un microprocesador incorporado.
Elementos de comunicación
Red de alimentación, Armario eléctrico, cableado y Pupitre de mando y control
Bibliografía
[1] 101, N. (2018). HBK. Obtenido de https://www.hbm.com/es/7339/que-es-un-acondicionador-de-senal-funciones/
[2] Borja, M. (2014). Monografia . Obtenido de https://www.monografias.com/trabajos107/pre-accionadores-y-accionadores/pre-accionadores-y-accionadores
[3] Castillo, N. (25 de 09 de 2018). Control . Obtenido de https://siaguanta.com/c-tecnologia/sistemas-de-control/
[4] Delgado, C. (08 de 12 de 2015). Informacion educativa . Obtenido de https://www.industriasgsl.com/blog/post/tipos-de-sensores-y-sus-aplicaciones
[5] Julian Perez Porto y Ana Gardey. (2010). Definicion DE. Obtenido de Definicion de sensor: https://definicion.de/sensor/#:~:text=Un%20sensor%20es%20un%20dispositivo,o%20qu%C3%ADmicas%20en%20magnitudes%20el%C3%A9ctricas.&text=Los%20sensores%20son%20dispositivos%20que%20responden%20ante%20est%C3%ADmulos%20externos.
[6] Mosquera, M. (2017). Electronica NOBAGAVE. Obtenido de Automatizacion de Sistema e Instalaciones Domiciliarias: https://sites.google.com/site/electronicanobagave/domiciliarias
[7]Sampedro, L. C. (12 de 10 de 2021). Obtenido de https://www.ingenieriaquimicareviews.com/2021/09/lazo-de-control.html#:~:text=Un%20lazo%20de%20control%20es,de%20un%20sistema%20a%20estudiar.
1.1. Dispositivos de un sistema automatizados de control
[1]
1.2. Componentes de un sistema automático
[5] En la industria ha tomado gran relevancia la aplicación del control automático de procesos ya que este permite mantener controladas ciertas variables como la temperatura, la humedad, la viscosidad, la presión, entre otras. Mantener estas variables estables es el objetivo del sistema de control. Cuyos elementos básicos son los siguientes:
Transductor (Sensor/Transmisor).
Controlador.
Actuador.
La importancia de estos componentes radica en que estos realizan las tres operaciones básicas que deben estar presentes en todo sistema de control; estas operaciones, respectivamente, son :
Medición: la medición de la variable que se controla se hace generalmente mediante la, combinación de sensor y transmisor.
Decisión: con base en la medición, el controlador decide qué hacer para mantenerla variable en el valor que se desea.
Acción: como resultado de la decisión del controlador se debe efectuar una, acción en el sistema, generalmente ésta es realizada por el elemento final de control.
1.3. Elementos de comunicación de un sistema automático
Pupitre de mando y control: Es el interfaz que permite la comunicación entre el sistema y el operario,este pupitre permite controlar multitud de componentes y equipos, desde el mismo panel gracias a la facilidad de control con selectores, pulsadores, visores, setas de emergencia, alarmas, señales luminosas... Está destinado para su uso en zonas con riesgos de explosión de industrias como Oil & gas e industrias petroquímicas. Se basa en la colocación de varios componentes diseñados a medida según las necesidades del proyecto, consiguiendo de este modo un pupitre de gran comodidad de visualización y control.
Red de Alimentación: La Red de alimentación se conecta al sistema mediante la manguera de alimentación. Aunque se pueden emplear varias fuentes de ener- gía para el funcionamiento del sistema automático, generalmente se emplea la electricidad y en casos concretos sistemas hidráulicos o neumáticos.
Armario Eléctrico: Contiene los aparatos eléctricos de potencia y maniobra. Es el corazón del sistema. El armario eléctrico trabaja como envolvente protectora para dichos aparatos, dentro de un mismo armario no deberá encontrarse elementos eléctricos de diferentes equipos.
Cableado: Son aquellos que se implementan por medio de uniones físicas entre los que forman el sistema de control. Para conducir las señales y conectar los distintos dispositivos es necesa- rio el empleo de conductores eléctricos.
1.4. Sensores, acondicionadores de señal, actuadores y pre-actuadores
1.5. Tipos de controles de proceso
1.6. Tipos de procesos industriales
[2]Son aquellos que aceleran el volumen de producción con la ayuda de plantillas o modelos. En muchos sectores de la economía, este tipo de procesos han suplido a otros de carácter artesanal. El volumen de los artículos producidos lo determinan las necesidades de cada empresa y el compromiso con sus clientes.
En este caso, las empresas realizan cientos de miles de productos idénticos. Lo que les diferencia de otros es que la línea de producción nunca cesa; es decir, está en funcionamiento las 24 horas del día y los 7 días de la semana. El objetivo de este modelo es doble: por un lado, maximizar los niveles de producción de la empresa; por otro, reducir los costes generados a raíz de detener e iniciar una vez tras otra el proceso industrial.
La modalidad consiste en centrar todos los esfuerzos productivos en la elaboración de un producto cada vez. Por ejemplo, en función de un pedido específico o de una temporada concreta. El resultado es distinto en cada ocasión y el reto consiste en mantener la identidad de la línea de producción y la calidad.
1.7. Sensores, transmisores y elementos de comunicación
Sensores
Un sensor es un dispositivo que detecta el cambio en el entorno y responde a alguna salida en el otro sistema.
Los siguientes son los diversos tipos de sensores utilizados en la automatización:
- Sensores de temperatura - Sensores de presión - Sensores MEMS - Sensores de par - Sensores de Color - Sensores de triangulacion Laser - Sensores de tiempo de vuelo
Transmisores
[3] El transmisor es un instrumento que capta la variable en proceso y la transmite a distancia a un instrumento indicador o controlador. Es un equipo que emite una señal, código o mensaje a través de un medio. Para lograr una sesión de comunicación se requiere: un transmisor, un medio y un receptor.
Elementos de comunicación
[4]Los elementos de la comunicación son todos los factores que intervienen en el proceso de envío y recepción de un mensaje. Cada elemento aporta un valor que, dependiendo de la circunstancia, ayuda a mejorar o a distorsionar la comunicación.
1.2. Control automático, sistema y variables de un sistema
Control automático
[2]Un sistema automático de control es un conjunto de componentes físicos conectados o relacionados entre sí, de manera que regulen o dirijan su actuación por sí mismos, es decir sin intervención de agentes exteriores (incluido el factor humano), corrigiendo además los posibles errores que se presenten en su funcionamiento. Actualmente, cualquier mecanismo, sistema o planta industrial presenta una parte actuadora, que corresponde al sistema físico que realiza la acción, y otra parte de mando o control, que genera las órdenes necesarias para que esa acción se lleve o no a cabo.
Sistema
[3]Un sistema es "un objeto complejo cuyas partes o componentes se relacionan con al menos alguno de los demás componentes"; ya sea conceptual o material. Todos los sistemas tienen composición, estructura y entorno, pero solo los sistemas materiales tienen mecanismos, y solo algunos sistemas materiales tienen figura.
Variables de un sistema
[4]Las variables medidas son generalmente calados, aunque en ciertos casos pueden ser caudales, medidos mediante equipos especiales(molinetes, ultrasonidos,...) o mediante relaciones numéricas (curvas de gasto), o volúmenes, evaluados mediante balances caudal de entrada-caudal de salida o mediante los valores de diversos calados a lo largo del tramo de canal.
1.3. Planta y proceso
[5]Una planta es un lugar físico (o virtual), abastecido de máquinas, herramientas, y espacio, necesarios para la elaboración o producción de algún objeto material o de algún servicio. Habitualmente, vocablo se asocia con un lugar físico donde se procesan materias primas, pero en la economía moderna también se extiende el concepto a los lugares virtuales en los que se generan servicios, por extensión del proceso de transformación de ideas en servicios útiles, así como por ejemplo la capacitación.
Un proceso es una secuencia de acciones que se llevan a cabo para lograr un fin determinado. Se trata de un concepto aplicable a muchos ámbitos, a la empresa, a la química, a la informática, a la biología, a la química, entre otros.
1.4. Perturbación y realimentación
[6] Las perturbaciones se producen de forma imprevista y provocan una desviación de la señal real respecto de la señal deseada. pueden ser internas, que depende del propio sistema como puede ser el enviciamiento de componentes, o externas como, por ejemplo la apertura de una ventana en un local que se esta climatizando.
La realimentación es un componente esencial en el proceso de enseñanza y aprendizaje que provee al estudiante de reflexión sobre sus actos y consecuencias, le permite llegar a las metas y objetivos. Es una base sólida para corregir errores y un punto de referencia para la evaluación general.
1.5. Sistema de control manual
[7]Este tipo de control se ejecuta manualmente en el mismo lugar en que está colocada la máquina. Este control es el más sencillo y conocido y es generalmente el utilizado para el arranque de motores pequeños a tensión nominal. Este tipo de control se utilizan frecuentemente con el propósito de la puesta en marcha y parada del motor. Este tipo de control abunda en talleres pequeños de metalistería y carpintería, en que se utilizan máquinas pequeñas que pueden arrancar a plena tensión sin causar perturbaciones en las líneas de alimentación o en la máquina. Una aplicación de este tipo de control es una máquina de soldar del tipo motor generador. El control manual se caracteriza por el hecho de que el operador debe mover un interruptor o pulsar un botón para que se efectúe cualquier cambio en las condiciones de funcionamiento de la máquina o del equipo en cuestión.
1.6. Sistema de lazo abierto
[8]Son aquellos en los que la señal de salida no afecta al funcionamiento del sistema total. Por ejemplo: un horno de microondas que carece de sensor de temperatura de los alimentos (es el que permite calcular automáticamente el tiempo y el nivel de cocción) al cocinar, el artefacto emitirá las microondas a lo largo del tiempo fijado al iniciarse el proceso de cocción, sin tener en cuenta si el alimento está totalmente cocido o no.
SEÑAL DE MANDO: indicación que da una persona haciendo que funcione el sistema
UNIDAD DE CONTROL: tiene un componente principal, llamado transductor, capaz de traducir o interpretar la señal de mando establecer el valor de la señal de referencia (entrada)
ENTRADA: señal producida por el transductor, que es interpretada por el sistema y lo hace funcionar
UNIDAD OPERATIVA O DINÁMICA: es la parte del sistema que lleva a cabo el progreso
SALIDA: es un resultado del funcionamiento del sistema, puede tratarse de información o un producto terminado
REGULADOR-CONTROLADOR: dispositivo encargado de controlar el estado de carga de las baterías así como regular la intensidad de carga
1.7. Sistema de lazo cerrado
[9] Son los sistemas en los que la acción de control está en función de la señal de salida; es decir, en los sistemas de control de lazo cerrado o sistemas de control con realimentación, la salida que se desea controlar se realimenta para compararla con la entrada (valor deseado) y así generar un error que recibe el controlador para decidir la acción a tomar sobre el proceso, con el fin de disminuir dicho error y por tanto, llevar la salida del sistema al valor deseado. Sus características son:
Ser complejos y amplios en cantidad de parámetros.
La salida se compara con la entrada y para realizar el control del sistema.
Ser más estable a perturbaciones y variaciones internas.
Cambios químicos y bioquímicos durante la maduración de la carne
Cambios químicos durante la maduración de la carne
Tiempo de maduración: generalmente los primeros
días de madurado están entre los 14 y 40 días, siendo 21 días los más comunes para “envejecer” el
producto
Temperatura: Para que pueda efectuarse la conservación de los alimentos se debe producir al mismo
tiempo complejos procesos químicos, con intervención de enzimas (según la RAE: proteína que
cataliza específicamente una reacción bioquímica del metabolismo). Las primeras fases de tales
procesos pueden incluso aumentar la palatabilidad, por ejemplo, en los animales recientemente
sacrificados la carne suele presentarse resistente y poco sabrosa. Una vez terminada la rigidez, durante el proceso de maduración comienza el desarrollo de la terneza y sabor adecuado de la carne,
que será mantenido de acuerdo con el tiempo y control de temperatura procurado
Humedad relativa: Se define a la humedad relativa (HR) como la composición química de la atmósfera
constituida por una mezcla de gases (nitrógeno, oxígeno, dióxido de carbono y agua), es decir, la
cantidad de vapor de agua contenido en el aire con relación a la cantidad máxima que podría contener
a esa misma temperatura y presión. La HR es uno de los factores extrínsecos para el crecimiento microbiano y necesaria para mantener
las condiciones óptimas de almacenamiento de acuerdo con la variación de la temperatura, entonces,
cuanto más altas se presenta la temperatura en las corrientes de refrigeración de la carne (-1 a 3 °C),
la HR debe oscilar aproximadamente entre el 88-92%, de lo contrario el desarrollo bacteriano se vería
atribuido en condiciones óptimas de crecimiento.
PH: El pH es una medida de acidez o alcalinidad dada en una escala de 0 a 14 para determinar en
valores si una sustancia es básica, neutra o ácida (Zimerman, s.f.). Luego de que se haya dado lugar al sacrificio del animal como se ha explicado anteriormente, se
desencadena una serie de reacciones químicas en el metabolismo del animal, dando lugar al ácido
láctico y el consecuente descenso del pH hasta establecer el nivel adecuado y óptimo del pH final, pues de esta manera podrá mantener gran influencia en la textura de la carne, la capacidad de
retención de agua, la resistencia al desarrollo microbiano y el color. Dentro de este proceso también
existe el denominado “rigor mortis” descrito a lo largo del documento, pudiendo variar en función de la
especie; por ejemplo: en aves de 2 a 4 horas y en vacuno de 24 a 48 horas, por lo tanto, mantener un
riguroso control del pH y temperatura en puntos críticos del proceso, es de vital importancia para
asegurar la calidad sensorial del producto final
Flujo de aire: El flujo de aire es el acto de proporcionar circulación de aire a través de ventiladores
bien distribuidos de manera regular y equitativa en un área específica designada al proceso de
maduración de carne; el mismo que debe persistir uniforme durante el período de maduración (en seco
y en húmedo). Se encuentra entre los factores más importantes a controlar, por el hecho de que si hay
demasiado flujo de aire, puede darse un secado excesivo de la carne, dando como consecuencia
grandes pérdidas de producto, en su defecto, si existe poco flujo de aire, la carne no puede liberar de
manera adecuada la humedad que se necesita para la correcta maduración, pudiendo dar como
resultado la proliferación microbiana; el USMEF (2014), recomienda un rango apropiado de 0.5-2 m /
s y una velocidad de 0,2 a 1,6 m / s para maduración en seco, de esta manera se estima que la carne
puede perder entre un 15% y 25% de humedad, pues, es necesario asegurar una exposición total al
aire, los cortes o canales deben estar bien distribuidos y manejarse con normas BPM´s estrictamente
para cuidar los principios de sanitización alimentaria
Cambios bioquímicos durante la maduración de la carne
Reacciones enzimáticas: Acción sobre la maduración.Cuando el animal muere ocurre liberación de sus propias
enzimas, por ejemplo, las proteinasas comienzan la digestión de las proteínas
de la carne, fragmentándolas, lo que se traduce en un ablandamiento lento. En la carne post morten ocurren algunos procesos, sin
embargo, los más importantes son:
La miofibrilla y parte de las proteínas miofibrilares aparentan estar intactas, sin embargo, hay degradación de la cadena pesada de la miosina.
Los mayores cambios estructurales son la separación y pérdida de estructura a lo largo de la línea Z y algo en la línea M.
La interacción actina-miosina cambia durante este periodo. Se alargan las miofibrillas después del rigor y hay ausencia de ATP; los filamentos se deslizan.
Aumenta la extractabilidad de las proteínas miofibrilares.
Se inicia la proteólisis de la
que se encargan los lisosomas. Las enzimas lisosómicas se activan en pH ácidos,
degradan la membrana lisosómica y pasan al líquido sarcoplásmico, degradando
las proteínas musculares. Estas enzimas son las catepsinas, la tripsina,
calpaínas, etc.
Efecto de las calpaínas:
Afectan seriamente las líneas Z y M.
Degradan la troponinaT.
Degradan la conectina.
No afectan a la actina ni a la miosina.
Rigor mortis
El rigor mortis constituye la fase inicial en la transformación del músculo en carne.Consistesimplemente en la unión irreversible de miosina y actina para formar actomiosina. Esta unión puede ir acompañada o no de contracción muscular, pero se manifiesta en la rigidez cadavérica que le caracteriza.
Después de la muerte se produce:
Falta de regulación nerviosa y hormonal
Falta de aporte de nutrientes
Falta de aporte de oxígeno
Alteración del equilibrio osmótico
La consecuencia más inmediata del sangrado es el fallo en el aporte de oxígeno transportado por la sangre a los músculos y por tanto la caída del potencial de oxidación-reducción. En consecuencia, el sistema enzimático citocromo no puede funcionar y la síntesis de ATP por esta vía es imposible.
Por acción de la ATPasa de la miosina disminuye el nivel de ATP, liberando simultáneamente fosfato inorgánico que estimula la conversión del glucógeno en ácido láctico. La síntesis de ATP por glicólisis anaerobia no permite mantener el nivel de ATP, y al descender éste hasta casi desaparecer se forma actomiosina y se produce la inextensibilidad característica del rigor mortis.
La baja disponibilidad de ATP también incrementa la dificultad para mantener la integridad estructural de las proteínas, al mismo tiempo que el bajo pH, causado por la acumulación de ácido láctico, favorece su desnaturalización. La desnaturalización frecuentemente está acompañada por la pérdida de la capacidad para retener agua y la caída del pH, que se aproxima al punto isoeléctrico de las proteínas miofibrilares. Ambos fenómenos causan exudación.
Maduración del musculo
Se denomina maduración al proceso que se produce a partir del rigor, durante
el período de tiempo en el que se mantiene la carne a temperaturas de refrigeración
hasta su consumo.
La resolución del rigor se produce durante la maduración, y ello no porque se
separen actina y miosina sino por la fragmentación de las miofibrillas por acción de las
enzimas propias de la maduración. Conforme
discurre el proceso de maduración, el músculo se hace cada vez más blando. Las causas del ablandamiento son todavía controvertidas y van a ser estudiadas con mayor
detalle en apartados posteriores. A lo largo de la maduración se producen diversos cambios que incluyen posibles
modificaciones en los componentes extracelulares e intracelulares. Todos estos
cambios son tanto enzimáticos como dependientes del pH. Durante la maduración el pH y la CRA que tenía el músculo al final del rigor
mortis apenas se modifica.
Calidad de la carne asociada al faenamiento
Los manejos que se realizan en el ganado destinado a
producir carne en las horas previas a su beneficio, son de los más estresantes
en su vida y pueden provocar además serio deterioro de la calidad del producto.
Dichos manejos tienen importancia desde cuatro puntos de vista esenciales:
Aspectos éticos:
los seres humanos, y especialmente los profesionales del área pecuaria, deben
propender a evitar el sufrimiento innecesario de los animales destinados a
producir carne para la alimentación humana.
Cantidad de carne
producida: el transporte inadecuado, los largos tiempos de privación de
alimento, así como los malos tratos durante los manejos previos al sacrificio
provocan disminuciones de peso en las canales y hematomas (contusiones,
lesiones) que implican recortes de trozos de la canal con las consiguientes
mermas de peso.
Calidad de carne
producida: el manejo inadecuado en esta etapa provoca estrés en los
animales; este estrés conlleva cambios de tipo metabólico y hormonal a nivel
muscular en el animal vivo, que se traducen en cambios de color, pH y capacidad
de retención de agua en el músculo postmortem. Como consecuencia de ello, las
características de la carne cambian, tornándose menos aceptables al consumidor
y acortándose la vida útil del producto.
Exigencias
reglamentarias:
en los últimos tiempos existe una creciente preocupación por parte de los
consumidores en cuanto a que los animales deben ser producidos bajo estándares
de bienestar aceptables y manejados en forma humanitaria durante el beneficio,
aspectos que deben ser además registrados en un sistema de trazabilidad del
producto, para poder diferenciarlos. Esto ha llevado a un aumento de las
exigencias legales y reglamentarias en torno al bienestar animal.
[1] Con este equipo el perno atraviesa los huesos del cráneo y
penetra a la masa encefálica, produciendo una conmoción, lesionando al cerebro
e incrementando la presión intracraneal al causar una hemorragia.
Se recomienda un tiempo no mayor a 60 segundos entre el
aturdimiento y el sangrado.
Los factores que determinan que el aturdimiento con perno
cautivo de penetración sea eficaz son:
Impacto en el área correcta.
Velocidad del perno.
La fuerza del impacto.
Potencia del cartucho (color).
Penetración.
Diámetro del perno.
Daño del tejido.
Con
este equipo el perno tiene un extremo convexo, en forma de hongo que provoca un
fuerte golpe en el cráneo, se logra la pérdida del conocimiento por una fuerte conmoción;
en este método no se penetra el cerebro.
Se
recomienda un tiempo no mayor a 20 o 30 segundos entre el aturdimiento y el
sangrado.
Ubicación del equipo de aturdimiento:
Bovino
En
los terneros la aplicación del equipo de perno cautivo debe ser 2 cm. por debajo
del punto de cruce y dirigido hacia la laringe.
En
el caso de bovinos tipo cebú hay que considerar que el equipo nunca debe colocarse
en forma perpendicular a la nuca, ya que puede ocurrir el efecto “puntilla”, es
decir, inmoviliza al animal, pero permanece consciente, por lo que presenta
ansiedad y miedo, por ello, la dirección de aplicación del equipo de perno
cautivo dependerá de la forma de la cabeza y la ubicación de los cuernos
Porcinos
La
posición óptima del instrumento cuando se utiliza para cerdos es justo encima
de los ojos y en dirección de la columna vertebral.
Ovinos y caprinos
sin cuernos y con cuerno
La posición óptima
del instrumento cuando se utiliza para ovejas y cabras sin cuernos es en la
línea del medio; el sitio de aplicación corresponde al punto del cruce de dos
líneas imaginarias que van de la parte superior de la base de una oreja, a la
parte inferior de la base de la oreja contraria, siempre sobre la región de la
frente.
Aves de corral
Tiempo entre el
colgado y el aturdimiento.- Cuando las aves son colgadas en los ganchos comienzan
a batir las alas lo que dejan gradualmente de hacer 12 segundos contados a
partir del momento que fueron colgadas; el tiempo entre el colgado y el
aturdimiento debe ser lo menor posible considerando un parámetro entre 12
segundos y máximo 1 minuto.
Aturdimiento químico
Aturdimiento de cerdos por exposición al dióxido de carbono
(CO2)
[2] La concentración de CO2 para la operación de aturdimiento
será preferentemente de un 90%, pero en ningún caso inferior a un 80%. Una vez
introducidos en la cámara de aturdimiento, los animales serán conducidos al
punto de máxima concentración del gas lo más rápidamente posible y mantenidos
allí hasta que mueran o alcancen un estado de insensibilidad que dure hasta que
se produzca la muerte por sangrado. El tiempo óptimo de exposición a esta
concentración de CO2 es de 3 minutos. Se procederá a la degollación inmediatamente
después de la salida de la cámara de gas.
En cualquier caso, la concentración del gas deberá ser
suficiente para disminuir lo más posible el estrés del animal antes de que
pierda conocimiento.
La cámara de exposición al CO2 y el material utilizado para
desplazar en ella a los animales estarán diseñados, fabricados y mantenidos de
forma que los animales no sufran lesiones o estrés innecesarios. La densidad de
animales en la cámara deberá ser razonable, evitando amontonar a los animales
unos encima de otros.
Aturdimiento de cerdos por exposición a una mezcla de gases
inertes (actualmente en estudio)
La inhalación de altas concentraciones de dióxido de carbono
resulta repulsiva y dolorosa para los animales. Por esta razón se están desarrollando nuevas mezclas de
gases no repulsivos. Estas nuevas mezclas de gases son:
a.una
concentración máxima de argón, nitrógeno u otros gases inertes de un 2% por
volumen de oxígeno, o
b. una
concentración máxima de argón, nitrógeno u otros gases inertes de un 30% por
volumen de dióxido de carbono y un 2% por volumen de oxígeno.
El tiempo de exposición a la mezcla de gases deberá ser
suficiente para que los cerdos no puedan recobrar el conocimiento antes de
morir por desangramiento o por paro cardíaco.
Aturdimiento de las aves de corral por gas
El método de aturdimiento por gas tiene por principal
objetivo evitar el dolor y el
sufrimiento que conllevan los sistemas de
aturdimiento y matanza basados en la suspensión de las aves de corral conscientes
y su inmersión en un tanque de agua. Deberá utilizarse únicamente, por tanto,
para las aves confinadas en jaulas o en transportadores. La mezcla de gas
utilizada no deberá ser repulsiva para las aves de corral.
Las aves de corral que se hallen en módulos o jaulas de
transporte podrán ser sometidas a concentraciones de CO2 cada vez más intensas
hasta su debido aturdimiento. Ninguna ave debería recobrar el conocimiento durante
el sangrado.
El aturdimiento por gas de las aves en los contenedores en
que son transportadas evita tener que manipular aves vivas en la planta de
procesamiento, así como todos los problemas relacionados con el aturdimiento eléctrico.
Asimismo, el aturdimiento por gas de las aves en transportador permite evitar
todos los problemas que plantea el aturdimiento eléctrico en tanque de agua.
Aturdimiento eléctrico (electronarcosis)
Aturdimiento de animales grandes
Este método consiste en el paso a través del cerebro de una
corriente eléctrica con una intensidad lo suficientemente alta como para
provocar una despolarización del sistema nervioso central y una desorganización
de la actividad eléctrica normal. El objetivo de la electronarcosis es inducir
inconsciencia mediante la aplicación de suficiente corriente en la cabeza.
Durante esta fase el animal se vuelve insensible al dolor, esta insensibilidad
ha sido relacionada con altos niveles de los neurotransmisores glutamato y
aspartato, los cuales son liberados dentro del cerebro causando hiperexcitación
de las neuronas, produciendo la actividad epiléptica.
Para producir una insensibilidad instantánea, el
aturdimiento eléctrico debe inducir un estado epiléptico. Existen dos formas
básicas de aturdimiento eléctrico: “Sólo en la cabeza”, en el que las pinzas se
colocan a través de la cabeza; y el “ataque cardíaco”, en el que se pasa una
corriente a través de ambos, la cabeza y el corazón. El aturdimiento sólo en la
cabeza es reversible y el cerdo puede retornar a la sensibilidad a menos que se
le desangre rápidamente.
[3] En cualquier caso, el nivel de corriente adecuado deberá
alcanzarse menos de un segundo después del inicio del aturdimiento y mantenerse
al menos durante uno a tres segundos, según las instrucciones del fabricante.
En el siguiente cuadro, se muestran los niveles mínimos de corriente para el
aturdimiento sólo en la cabeza.
Especies
Niveles
mínimo de corriente para el aturdimiento solo en la cabeza
Bovinos
1.5 amps
Terneros (bovinos de menos de 6 meses de edad)
1.0 amps
Cerdo
1.25 amps
Ovinos y caprinos
1.0 amps
Corderos
0.7 amps
Avestruces
0.4 amps
Aturdimiento eléctrico de aves en tanque de agua
No deberá haber recodos puntiagudos ni pendientes
pronunciadas en la línea de ganchos, la cual deberá ser lo más corta posible a
fin de poder alcanzar velocidades aceptables y garantizar que las aves se
hallan calmado al momento de llegar al tanque de agua. Se podrá utilizar un
cobertor del tórax para reducir el aleteo y calmar a las aves. Las aves deberán
ser suspendidas en los ganchos por ambas patas.
El tanque de agua para las aves deberá tener el tamaño y la
profundidad necesarios para el tipo de aves que vayan a ser sacrificadas y su
altura deberá ser ajustable para garantizar la inmersión de la cabeza de cada
ave. El electrodo sumergido en el tanque deberá tener la longitud del tanque.
Las aves deberán ser sumergidas en el tanque hasta la base de las alas.
El cajetín de control del sistema de aturdimiento en tanque
de agua tendrá incorporado un amperímetro que indique el flujo de corriente
total que reciben los animales.
Convendrá, asimismo, humedecer la zona de contacto del
gancho con la pata antes de suspender de los ganchos a las aves. Además, para
mejorar la conductividad del agua, se recomienda añadir sal al tanque según se
considere necesario. Se añadirá regularmente más sal disuelta para mantener
constantemente la concentración adecuada de sal en el tanque.
El uso de tanques de agua implica el aturdimiento en grupo y
deberán tenerse presentes las diferencias entre los distintos tipos de aves. El
voltaje deberá ajustarse de modo que la corriente total corresponda a la
corriente necesaria para cada ave – que se indica en el cuadro siguiente –
multiplicada por el número de aves inmersas simultáneamente en el tanque. Para
una corriente alternativa sinusoidal de 50 Hz, han demostrado ser satisfactorios
los valores que se indican a continuación. Las aves deberán recibir la
corriente durante al menos 4 segundos.
La corriente mínima para el aturdimiento de las aves de
corral cuando se utilice una frecuencia de 50Hz será la siguiente:
Especies
Corriente
mínima por ave (miliamperios)
Pollo de engorde
100
Gallina ponedoras (gallinas al final del ciclo de producción
100
Pavos
150
Patos y gansos
130
La corriente mínima para el aturdimiento de las aves de
corral cuando se utilicen altas frecuencias será la siguiente:
Corriente mínima por ave
(miliamperios
Frecuencia (Hz)
Pollos
Pavos
De 50 a < 200
Hz
100
mA
250
mA
De 200 a 400 Hz
150
mA
400
mA
De 400 a 1500 Hz
200
mA
400
mA
Faenamiento
Faenamiento de bovinos, caprinos
[4] Es el proceso ordenado sanitariamente para el sacrificio de un animal bovino, con el objeto de obtener su carne en condiciones óptimas para el consumo humano. El faenamiento se debe llevar a cabo siguiendo las normas técnicas y sanitarias. Establecimientos donde se beneficia ganado mayor (bovinos y equinos) y menor (porcinos, ovinos, caprinos) destinados a la alimentación humana. Se presenta el paso de faenamiento en el siguiente diagrama de flujo.
Faenamiento de porcinos
[5] En el diagrama de flujo de la recepción de los animales porcino o más bien cerdo o la palabra vulgar chancho, hay se observa los pasos que se le realizan para el consumo y venta del por menor y por mayor de pendiendo del peso de porciones que la industria proporcione para la venta.
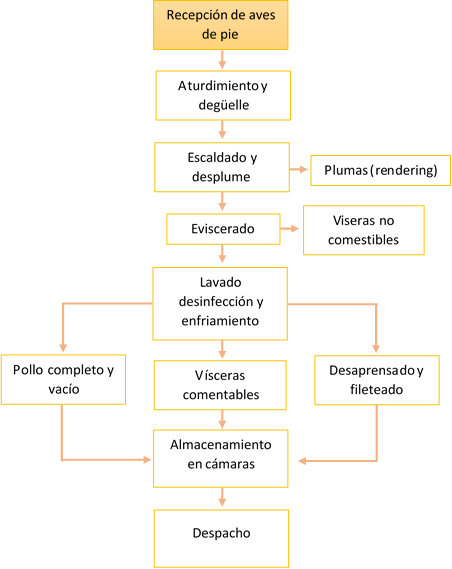
Faenamiento de aves de corral
[6] El proceso de sacrificio de las aves de granja destinadas para el consumo humano se muestra a continuación el diagrama de flujo.
Faenamiento de peces
[7] Cabe agregar que inicialmente todos los procesamientos del pescado eran manuales, luego comenzaron a aparecer máquinas y en la práctica actual, es poco frecuente encontrar plantas sin algún grado de mecanización. Por tal motivo, se presentan los diagramas para ambos casos, manual o mecánico. Un estudio para plantas de congelado de pescado para Argentina nos indica que para plantas por debajo de una capacidad diaria de 20 toneladas de producto terminado es más conveniente la planta manual y por encima de esa capacidad es recomendable la planta mecanizada
Diagrama de flujo de una planta de pelado mecánico